نوشته های مرتبط


جوشکاری تیگ لوله های آلومینیومی آلیاژ 6061 به عنوان یک فرآیند حیاتی در صنایع ساخت و ساز، هوافضا و حمل و نقل شناخته می شود که امکان ایجاد اتصالاتی با استحکام فوق العاده و یکپارچگی متالورژیکی را فراهم می کند.
این فرآیند که با نام جوشکاری قوس تنگستن گاز نیز شناخته می شود، برای موادی مانند آلومینیوم که به حرارت ورودی کنترل شده و محافظت دقیق در برابر اکسیداسیون نیاز دارند، ایده آل است. موفقیت در این فرآیند مستلزم درک عمیق از ویژگی های آلیاژ 6061، آماده سازی دقیق اتصالات، انتخاب پارامترهای صحیح جوشکاری و اجرای تکنیک های پیشرفته توسط اپراتورهای ماهر است.
دستیابی به جوش های با کیفیت بر خواص مکانیکی نهایی محصول، از جمله استحکام کششی، مقاومت به خستگی و یکنواختی ساختار تاثیر مستقیم خواهد گذاشت.
آلیاژ آلومینیوم 6061 و ویژگی های آن برای جوشکاری
آلیاژ آلومینیوم 6061 به دلیل ترکیب شیمیایی متعادل و خواص مکانیکی مطلوب، یکی از پرکاربردترین آلیاژهای سری 6xxx در صنعت محسوب می شود. این آلیاژ که اغلب به عنوان آلیاژ ساختاری شناخته می شود، قابلیت عملیات حرارتی رسوب سختی را داشته و به سطح استحکام بالایی دست می یابد.
ترکیب شیمیایی و خواص مکانیکی
ترکیب شیمیایی آلیاژ 6061 شامل عناصر آلیاژی اصلی منیزیم (Mg) و سیلیسیم (Si) است که باهم ترکیب بین فلزی Mg2Si را تشکیل می دهند. این ترکیب عامل اصلی استحکام بخشی از طریق عملیات حرارتی محلول سازی و پیرسختی است. استحکام تسلیم این آلیاژ در حالت T6 می تواند به 276 مگاپاسکال برسد که آن را برای کاربردهای تحت بار ساختاری ایده آل می کند.
ملاحظات جوش پذیری
جوش پذیری آلیاژ آلومینیوم 6061 در مقایسه با سایر آلیاژها در سطح خوبی قرار دارد، اما مستعد ترک انجمادی و تخلخل گازی است. کنترل دقیق حرارت ورودی و استفاده از سیم جوش مناسب با ترکیب شیمیایی سازگار، برای کاهش این عیوب ضروری است. کاهش سرعت انجماد و کنترل تنش های پسماند از دیگر عوامل کلیدی در موفقیت آمیز بودن فرآیند هستند.
انتخاب سیم جوش و گاز محافظ
برای جوشکاری آلیاژ 6061، سیم جوش 4043 و 5356 بیشترین کاربرد را دارند. سیم جوش 4043 برای کاربردهایی که نیاز به مقاومت در برابر ترک گرم دارند مناسب است، در حالی که 5356 استحکام بالاتری ارائه می دهد. استفاده از گاز محافظ آرگون خالص یا مخلوط آرگون-هلیوم برای محافظت مناسب حوضچه جوش ضروری است.
کنترل کیفیت در کارخانه تولید لوله
در کارخانه تولید آلومینیوم فرآیند جوشکاری آلیاژ 6061 تحت استانداردهای دقیق AWS D1.2 انجام می شود. کارخانه تولید لوله با انجام آزمون های غیرمخرب مانند تست مایع نافذ (PT) و اولتراسونیک (UT)، کیفیت اتصالات جوشی را تضمین می کند.
عملیات حرارتی پس از جوشکاری
برای بازیابی خواص مکانیکی در ناحیه متاثر از حرارت (HAZ)، انجام عملیات حرارتی پس از جوشکاری (PWHT) توصیه می شود. این فرآیند در کارخانه تولید لوله با دقت کنترل شده و منجر به بهبود استحکام و کاهش تنش های پسماند می گردد.

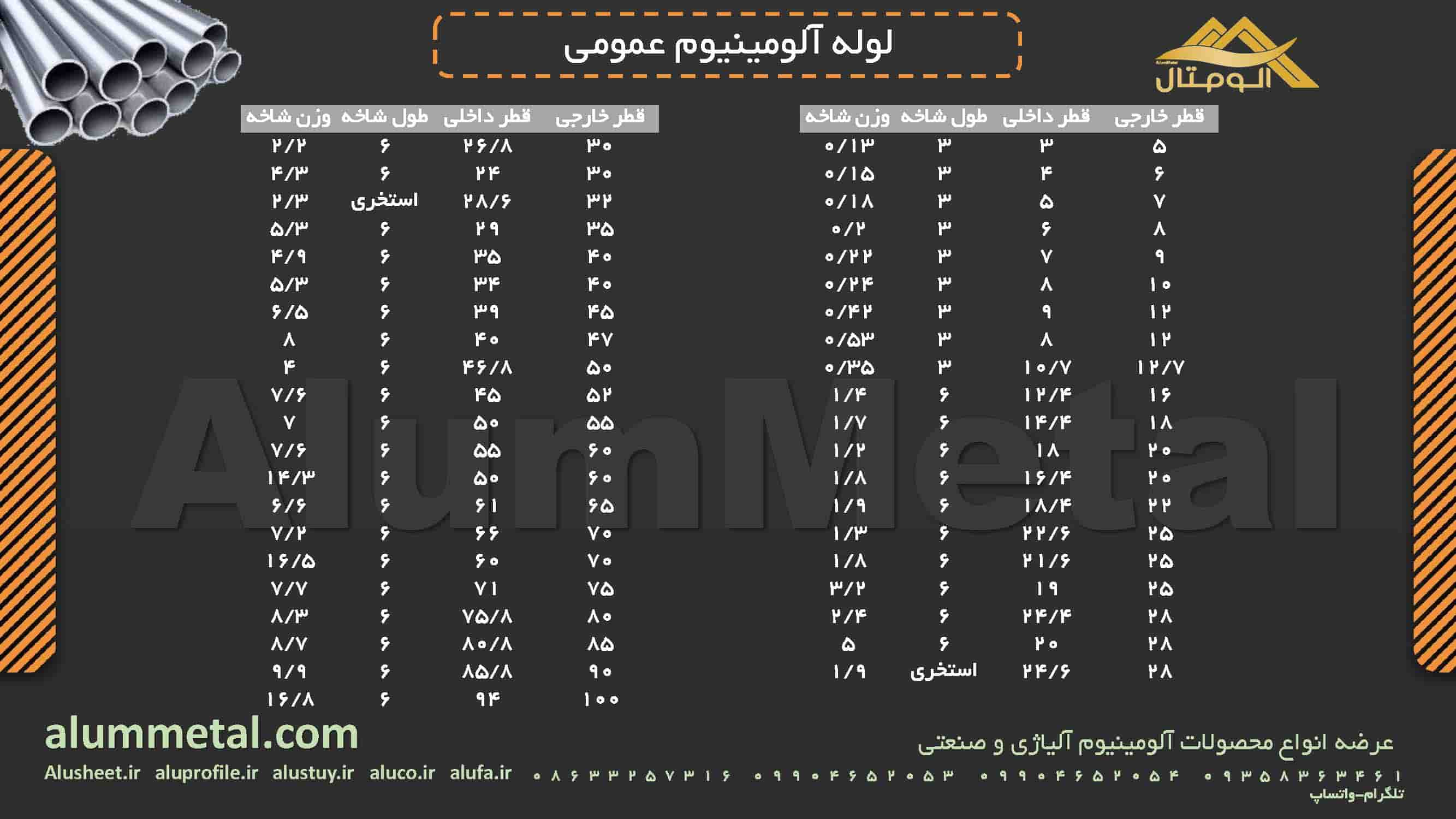
محاسبه وزن لوله آلومینیوم
برای محاسبه وزن انواع لولههای آلومینیومی با آلیاژهای مختلف میتوانید از این ماشین حساب استفاده نمایید. مقادیر قطر و طول لوله را وارد کنید تا وزن دقیق محاسبه شود.
نکات مهم برای محاسبه صحیح:
- اطمینان حاصل کنید که واحدهای قطر و طول لوله درست وارد شدهاند.
- در صورت وجود آلیاژ خاص، نوع آن را صحیح انتخاب کنید تا چگالی درست اعمال شود.
- از وارد کردن مقادیر غیر واقعی خودداری کنید تا نتیجه دقیق باشد.
- پس از وارد کردن دادهها، اعداد را دوباره بررسی کنید تا خطای محاسبه به حداقل برسد.
فرآیند جوشکاری تیگ لوله های آلومینیومی
جوشکاری TIG برای لوله های آلومینیومی به دلیل کنترل عالی بر حرارت ورودی و کیفیت بی نظیر جوش، روشی ترجیحی محسوب می شود. در این فرآیند از یک الکترود تنگستن غیر مصرفی برای ایجاد قوس الکتریکی و گاز خنثی آرگون برای محافظت از حوضچه مذاب استفاده می شود.
تجهیزات و تنظیمات مورد نیاز
تجهیزات جوشکاری TIG برای آلومینیوم باید مجهز به منبع جریان AC با بالانس موج مناسب و فرکانس قابل تنظیم باشد. استفاده از جریان AC امکان شکستن لایه اکسیدی مقاوم روی سطح آلومینیوم را فراهم می کند. انتخاب نازل مناسب، الکترود تنگستن با قطر صحیح و تنظیم دقیق دبی گاز محافظ از پارامترهای حیاتی هستند.
مراحل آماده سازی قبل از جوشکاری
آماده سازی سطحی لوله های آلومینیومی 6061 یکی از مهمترین مراحل قبل از جوشکاری است. این فرآیند شامل تمیزکاری مکانیکی برای حذف آلودگی ها و اکسیدهای سطحی و سپس تمیزکاری شیمیایی با حلال های مناسب است. ابعاد و geometry دقیق پخ زنی لبه های اتصال نیز باید مطابق با استانداردهای طراحی انجام شود.
- انجام سمباده زنی برای حذف اکسید سطحی
- استفاده از حلال های غیر کلره برای چربی زدایی
- کنترل زاویه پخ و فاصله ریشه مطابق استاندارد
- پیش گرمایش در صورت نیاز برای کاهش تنش های حرارتی
چالش های جوشکاری تیگ آلومینیوم و راهکارهای فنی
جوشکاری آلیاژ 6061 با روش TIF با چالش های متالورژیکی و تکنیکی متعددی همراه است که عدم توجه به آنها می تواند منجر به کاهش کیفیت اتصال شود. شناسایی این چالش ها و اجرای راهکارهای عملی برای غلبه بر آنها ضروری است.
کنترل حرارت ورودی و اعوجاج
حرارت ورودی بالا در جوشکاری آلومینیوم به دلیل هدایت حرارتی بالا می تواند باعث ایجاد اعوجاج و تغییر شکل در قطعه کار شود. استفاده از تکنیک های جوشکاری با سرعت بالا، توالی صحیح پاس های جوش و استفاده از فیکسچرهای خنک شونده می تواند این مشکل را کاهش دهد.
جلوگیری از تخلخل و ناخالصی
تخلخل یکی از رایج ترین عیوب در جوش آلومینیوم است که معمولا ناشی از رطوبت، آلودگی های سطحی یا ناپایداری قوس است. استفاده از گاز محافظ با خلوص بالا (آرگون 99.99%)، خشک کردن کامل الکترود و سیم جوش و کنترل محیط کار می تواند میزان تخلخل را به حداقل برساند.
کنترل کیفیت و آزمایش اتصالات جوشکاری شده
کنترل کیفیت اتصالات جوشکاری شده بر روی لوله های آلومینیومی 6061 از طریق آزمون های مخرب و غیر مخرب انجام می شود. این آزمون ها یکپارچگی ساختاری و عملکردی اتصال تحت شرایط کاری را تضمین می کند.
آزمون های غیر مخرب (NDT)
آزمون های غیر مخرب شامل رادیوگرافی صنعتی، آزمون مایع نافذ، آزمون ذرات مغناطیسی و اولتراسونیک می شود. این آزمون ها قادر به شناسایی عیوب زیرسطحی و سطحی بدون آسیب رسانی به قطعه هستند.
آزمون های مخرب (DT)
آزمون های مخرب شامل تست کشش، خمش، ضربه و بررسی ماکرو و میکروساختار است. این آزمون ها بر روی نمونه های شاهد انجام شده و خواص مکانیکی واقعی اتصال را مشخص می کنند.
| پارامتر کنترل کیفیت | روش آزمون | استاندارد مرجع | حد قابل قبول |
|---|---|---|---|
| تخلخل | رادیوگرافی | ASTM E390 | مطابق با سطح پذیرش B |
| ترک | مایع نافذ | ASTM E165 | عدم وجود ترک های خطی |
| استحکام کششی | تست کشش | ASTM B557 | حداقل 80% استحکام فلز پایه |
| یکنواختی جوش | بررسی ماکروساختار | ASTM E3 | نفوذ کامل و عدم وجود عدم پیوستگی |
قیمت گذاری جوشکاری تیگ لوله آلومینیوم
عوامل متعددی در قیمت گذاری جوشکاری تیگ لوله های آلومینیومی تاثیر گذار هستند که از جمله آنها می توان به ضخامت لوله، قطر آن، نوع اتصال، تعداد دفعات جوشکاری و حجم پروژه اشاره کرد. هزینه های آماده سازی سطح و کنترل کیفیت نیز به قیمت نهایی افزوده می شود.
کاتالوگ جوشکاری تیگ لوله آلومینیوم
دسترسی به کاتالوگ های فنی معتبر می تواند اطلاعات کاملی در مورد استانداردهای جوشکاری، مشخصات آلیاژ 6061 و روش های اجرایی در اختیار مهندسان و اپراتورها قرار دهد.

انتخاب سیم جوش مناسب برای آلیاژ 6061
انتخاب سیم جوش یا آهن پر کننده مناسب یکی از تصمیمات حیاتی در جوشکاری TIG لوله های آلومینیوم 6061 است. این انتخاب بر اساس الزامات طراحی، شرایط سرویس دهی و خواص نهایی مورد انتظار انجام می شود.
انواع آلیاژهای سیم جوش
برای جوشکاری آلیاژ 6061 معمولا از سیم جوش های سری 4xxx و 5xxx استفاده می شود. آلیاژ 4043 به دلیل سیلیسیم بالا و روانی عالی و آلیاژ 5356 به دلیل استحکام higher و color match بهتر از گزینه های رایج هستند.
- سیم جوش 4043: برای کاربردهای عمومی با سیالیت بالا
- سیم جوش 5356: برای اتصالات با استحکام higher و رنگ پذیری بهتر
- سیم جوش 4047: برای مواردی که نیاز به مقاومت در برابر ترک انجمادی است
ملاحظات انتخاب بر اساس کاربرد
برای کاربردهای ساختاری که استحکام و چقرمگی fracture critical هستند، سیم جوش 5356 ترجیح داده می شود. برای کاربردهایی که در دماهای بالا سرویس می دهند یا نیاز به عملیات حرارتی پس از جوش دارند، آلیاژ 4043 گزینه بهتری است.
جوشکاری تیگ لوله های آلومینیومی آلیاژ 6061 یک فرآیند تخصصی است که نیازمند دانش فنی عمیق، مهارت عملیاتی بالا و توجه به جزئیات است. رعایت اصول آماده سازی، انتخاب پارامترهای بهینه و کنترل کیفیت دقیق، کلید دستیابی به اتصالاتی مستحکم، یکپارچه و با دوام است. با به کارگیری راهکارهای ارائه شده در این مقاله می توان بر چالش های متالورژیکی این آلیاژ غلبه کرده و کیفیت مطلوب را در پروژه های صنعتی تضمین کرد.

