نوشته های مرتبط


لوله آلومینیوم به عنوان یک جزء حیاتی در ساختارهای مدرن و سیستم های انتقال سیالات، نقش غیرقابل انکاری در موفقیت پروژه های بزرگ عمرانی، نفت و گاز و سیستم های تهویه مطبوع ایفا می کند. انتخاب لوله ای با کیفیت که امکان جوشکاری بهینه را فراهم کند، یک تصمیم فنی است که بر ایمنی، دوام و هزینه های بلندمدت پروژه تاثیر مستقیم می گذارد. درک ویژگی های متالورژیکی آلیاژهای مختلف، استانداردهای تولید و عوامل موثر بر قیمت گذاری، برای تهیه دقیق ترین استعلام قیمت و در نهایت، خرید بهینه این مقطع فنی ضروری است. این محتوا به صورت جامع به بررسی این جنبه ها می پردازد.
آلیاژهای مناسب لوله آلومینیوم برای جوشکاری
همه آلیاژهای آلومینیوم قابلیت جوشکاری یکسانی ندارند. انتخاب آلیاژ مناسب پایه و اساس یک اتصال جوشی مستحکم و بدون عیب است.
آلیاژ سری 5xxx (Al-Mg)
آلیاژهایی مانند 5083، 5086 و 5052 به دلیل درصد منیزیم متوسط، از بهترین گزینه ها برای جوشکاری محسوب می شوند. این آلیاژها از مقاومت به خوردگی عالی، به ویژه در محیط های دریایی، و استحکام جوش بالا برخوردارند. جوش پذیری عالی آنها ناشی از عدم حساسیت به ترک گرم در ناحیه متاثر از حرارت (HAZ) است.
آلیاژ سری 6xxx (Al-Mg-Si)
آلیاژهای مانند 6061 و 6063 نیز قابلیت جوشکاری خوبی دارند، اما به دلیل حضور سیلیسیم و منیزیم، مستعد ایجاد ترک گرم در ناحیه HAZ هستند. برای جوشکاری این آلیاژها باید از سیم جوش های اختصاصی مانند سری 4xxx استفاده کرد و کنترل دقیق پارامترهای جوشکاری صورت پذیرد.
استانداردهای جوشکاری در کارخانه تولید لوله
در کارخانه تولید آلومینیوم، فرآیند جوشکاری تحت استانداردهای دقیق بین المللی مانند AWS D1.2 و ISO 15614 انجام می شود. این استانداردها پارامترهای حیاتی از جمله دمای پیش گرم، نوع گاز محافظ، قطر سیم جوش و سرعت جوشکاری را به دقت مشخص می نمایند. رعایت این استانداردها توسط **کارخانه تولید لوله** تضمین کننده کیفیت اتصالات جوشی و عملکرد مطمئن لوله در شرایط عملیاتی مختلف می باشد.
انتخاب سیم جوش مناسب
انتخاب سیم جوش متناسب با آلیاژ پایه از عوامل کلیدی در دستیابی به جوش با کیفیت است. برای آلیاژهای سری 5xxx معمولاً از سیم جوش 5356 و برای آلیاژهای سری 6xxx از سیم جوش 4043 استفاده می شود. تطابق ترکیب شیمیایی سیم جوش با آلیاژ پایه از ایجاد ترکیبات بین فلزی ترد و کاهش استحکام اتصال جلوگیری می کند.
کنترل کیفیت پس از جوشکاری
پس از اتمام جوشکاری، انجام آزمون های غیرمخرب مانند PT، RT و UT برای شناسایی عیوب احتمالی ضروری است. این آزمون ها توسط اپراتورهای مجرب در **کارخانه تولید لوله** انجام شده و اطمینان از یکنواختی جوش و عدم وجود ترک، حفره و ناخالصی را فراهم می نماید.

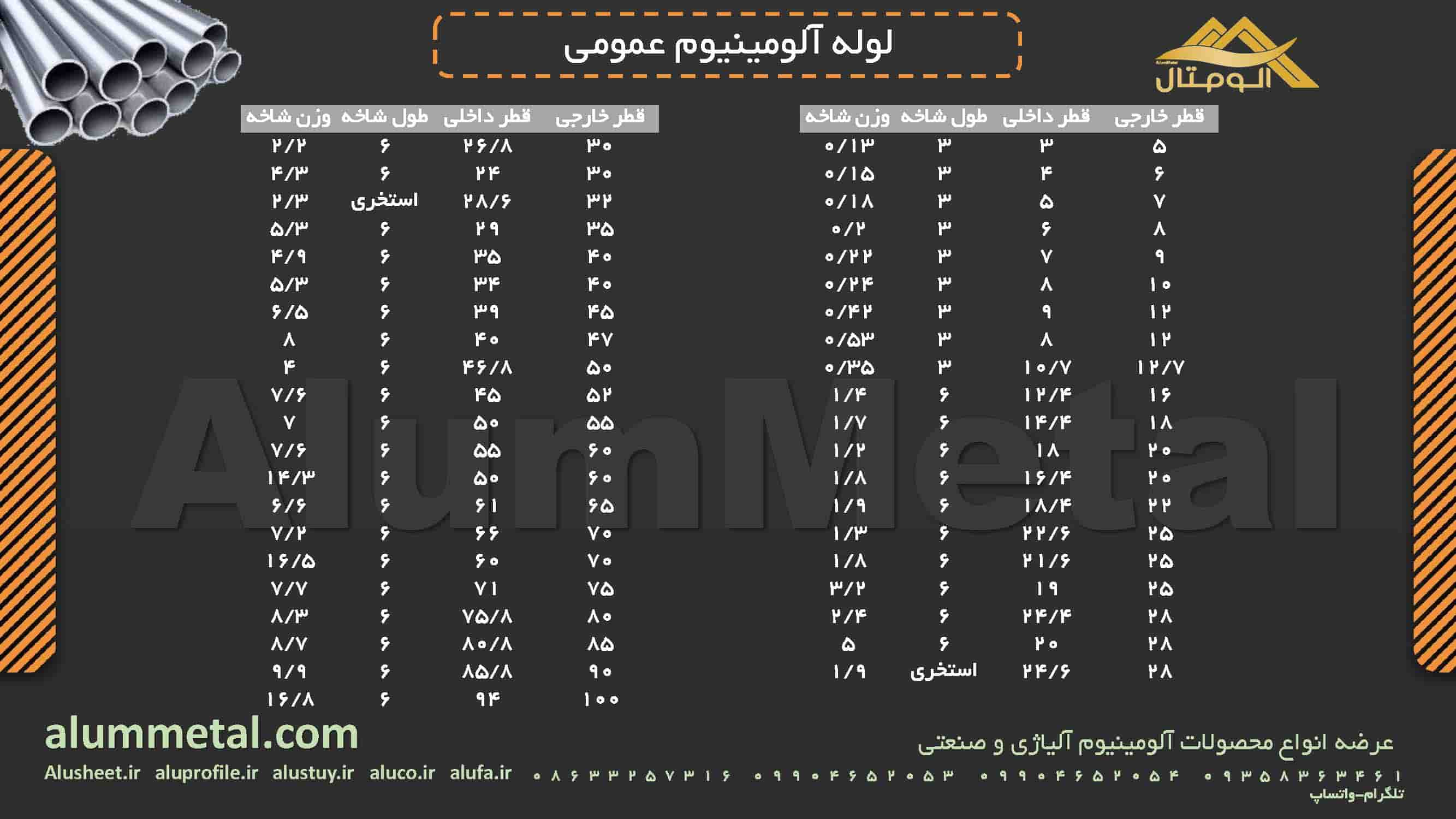
محاسبه وزن لوله آلومینیوم
برای محاسبه وزن انواع لولههای آلومینیومی با آلیاژهای مختلف میتوانید از این ماشین حساب استفاده نمایید. مقادیر قطر و طول لوله را وارد کنید تا وزن دقیق محاسبه شود.
نکات مهم برای محاسبه صحیح:
- اطمینان حاصل کنید که واحدهای قطر و طول لوله درست وارد شدهاند.
- در صورت وجود آلیاژ خاص، نوع آن را صحیح انتخاب کنید تا چگالی درست اعمال شود.
- از وارد کردن مقادیر غیر واقعی خودداری کنید تا نتیجه دقیق باشد.
- پس از وارد کردن دادهها، اعداد را دوباره بررسی کنید تا خطای محاسبه به حداقل برسد.
استانداردها و مشخصات فنی لوله صنعتی
لوله های آلومینیومی صنعتی بر اساس استانداردهای بین المللی خاصی تولید می شوند که تضمین کننده کیفیت و قابلیت اطمینان آنها است.
استانداردهای ابعادی و تحمل اندازه
استانداردهایی مانند ASTM B210 (برای لوله های ماشینی) و ASTM B241 (برای لوله های تحت فشار) ابعاد خارجی، ضخامت دیواره و تحمل های ابعادی (Tolerances) را مشخص می کنند. رعایت این استانداردها برای تطابق با طراحی مهندسی ضروری است.
استانداردهای مواد و آنالیز شیمیایی
استاندارد ASTM B928 به طور خاص برای آلیاژهای سری 5xxx با قابلیت جوشکاری بالا تعریف شده است. این استاندارد محدوده دقیق عناصر آلیاژی را کنترل می کند تا از تشکیل فازهای مضر که باعث خوردگی بین دانه ای می شوند، جلوگیری کند.
عوامل موثر بر قیمت لوله آلومینیوم صنعتی
قیمت لوله آلومینیوم صنعتی تابعی از چندین متغیر کلیدی است که در استعلام قیمت باید به آنها توجه کرد.
- قیمت شمش آلومینیوم در بازارهای جهانی (LME): این عامل پایه ترین و تاثیرگذارترین مولفه بر قیمت نهایی است.
- نوع آلیاژ و هزینه های آلیاژی: آلیاژهای خاص با درصدهای بالاتر منیزیم یا دیگر عناصر، هزینه تولید بالاتری دارند.
- ابعاد و ضخامت لوله: قطر خارجی (OD) و ضخامت دیواره (Wall Thickness) تاثیر مستقیم بر وزن و consequently بر قیمت نهایی دارند.
- روش تولید: لوله های نورد شده (Extruded) و لوله های درزدار (Welded and Drawn) هزینه تولید متفاوتی دارند.
- حجم خرید: خریدهای عمده و پروژه ای معمولا از تخفیف های قابل توجهی برخوردار می شوند.
روش های تولید لوله آلومینیوم
روش تولید بر خواص نهایی لوله و محدوده ابعادی آن تاثیر می گذارد.
اکسترود (نورد)
در این روش شمش آلومینیوم گرم شده و از طریق قالب های مخصوص (دای) به شکل لوله خارج می شود. این روش برای تولید لوله های بدون درز (Seamless) با استحکام بالا و در اندازه های مختلف کاربرد دارد.
نورد و جوشکاری (ERW)
در این روش ورق آلومینیوم به شکل لوله فرم داده شده و لبه های آن به روش جوشکاری مقاومتی (ERW) به هم جوش می خورند. این لوله ها سپس طی فرآیندهای بعدی کشش و آنیل شده تا به کیفیت مطلوب برسند.
جدول مقایسه ای آلیاژهای پرکاربرد لوله صنعتی
| ویژگی | آلیاژ 5083 / H111 | آلیاژ 6061 / T6 | آلیاژ 6063 / T6 |
|---|---|---|---|
| استحکام تسلیم (MPa) | 145 – 215 | 240 – 275 | 145 – 190 |
| مقاومت به خوردگی | عالی | خوب | خوب |
| قابلیت جوشکاری | عالی | خوب | خوب |
| کاربرد متداول | سازه های دریایی، مخازن فشار | قطعات ماشین آلات، اسکلت ها | نرده ها، کاربردهای دکوراتیو |
| روش تولید معمول | اکسترود | اکسترود | اکسترود |
نکات کلیدی جوشکاری لوله آلومینیوم
برای دستیابی به جوشی بی عیب رعایت اصولی ضروری است:
- تمیزکاری: سطح لوله و سیم جوش باید عاری از هرگونه اکسید، روغن و آلودگی باشد.
- انتخاب گاز محافظ: استفاده از گاز آرگون خالص (برای TIG) یا مخلوط آرگون و هلیوم (برای MIG) برای جلوگیری از اکسیداسیون ضروری است.
- پیش گرمایش: برای مقاطع ضخیم جهت کاهش تنش های پسماند و جلوگیری از ترک خوردگی انجام می شود.
- عملیات حرارتی پس از جوش: در برخی آلیاژها برای بازیابی خواص مکانیکی در ناحیه HZ لازم است.
قیمت گذاری لوله آلومینیوم صنعتی
برای دریافت دقیق ترین قیمت لوله آلومینیوم صنعتی بر اساس آلیاژ، ابعاد و حجم مورد نیاز پروژه خود، می توانید از طریق سیستم استعلام آنلاین و به روز زیر اقدام نمایید. این سیستم قیمت های کارخانه را به صورت شفاف نمایش می دهد.
کاتالوگ لوله آلومینیوم صنعتی
برای مشاهده جداول کامل ابعاد، وزنی، مشخصات فنی و استانداردهای مربوطه، می توانید از کاتالوگ جامع ما استفاده کنید.